![]()
Products













































We are actively taking measures to improve product quality levels.
Applications









Why Hamamatsu?
Resources




Support



Our company








Investors





United States (EN)
Select your region or country.
The optical inspection revolution: Cutting-edge techniques for enhanced quality control
- Hamamatsu Corporation
Efficiently achieving optimal quality and yield equals success in today’s advanced manufacturing sector. Manufacturers that meet demanding quality benchmarks rely on innovative optical inspection techniques that harness the power of digitization, automation, and advanced imaging technologies. What was once a labor-heavy process has evolved into fully automated, robust analysis used by industries like automotive, electronics, food and packaging, and environmental monitoring.

Industry 4.0, Industry 5.0
The concept of Industry 4.0 focuses on the digitization and automation of manufacturing processes using advanced technologies such as high-speed imaging, AI, spectroscopy, and hyperspectral imaging for defect recognition and material identification. The Fourth Industrial Revolution replaces traditional inspection processes that were time-consuming, labor-intensive, and prone to errors, with on-site or in-line inspection points that require minimal sample preparation.
The evolution of Industry 4.0 has paved the way for Industry 5.0, which aims to improve collaboration between humans and robots. Inspection techniques are crucial in this regard, as the development of better optical inspection techniques has made fully automated operation possible, including logistics, inspection, and process monitoring.
Optical techniques and 100% inspection
Manufacturing processes continue to evolve, and so do optical technologies. With 100% in-line inspection, optical tools and techniques are critical for high-throughput nondestructive testing, defect detection, inconsistencies, characterization, and measurement processes. A wide variety of optical instruments are used, from handheld devices for on-site inspections to machine vision for high-speed food sorting lines. With high-sensitivity images in color and multispectral formats, line scanning can increase SNR for higher-quality images at lightning-fast speeds. Other techniques such as spectroscopy can provide instant on-site analysis of chemical compositions and characterization, while hyperspectral imaging enables real-time detection of defects, pathogens, and unwanted substances.
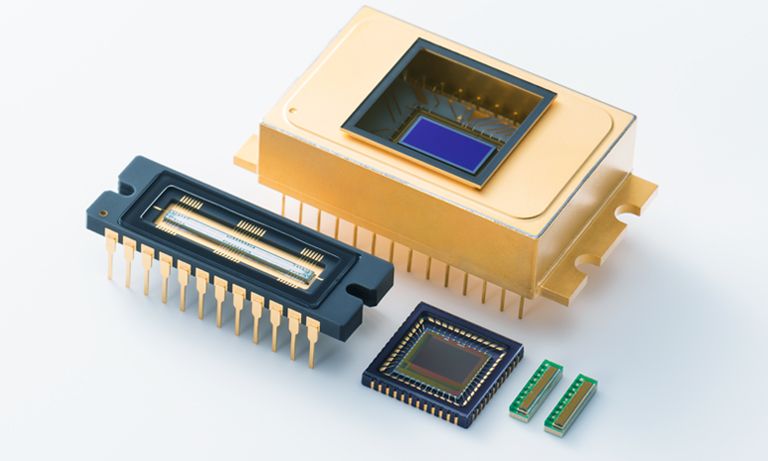
Machine vision (x,y)
Subsurface and internal inspections use machine vision technology that employs two variables, x and y. By using imaging devices on high-speed food sorting lines, the technology scans products and identifies those with hidden defects. The imaging technology has evolved from monochromatic cameras with limited capabilities to now using multispectral high-sensitivity images in full color. This is made possible by multiline spectral image sensors or prism-based multicolor cameras, which require less optical design effort. The addition of line scanning increases SNR for higher-quality images at faster speeds. The use of SWIR technology allows for clear images by penetrating through the surface. The technology also detects reflective light and water absorption, and enables the identification of different materials.
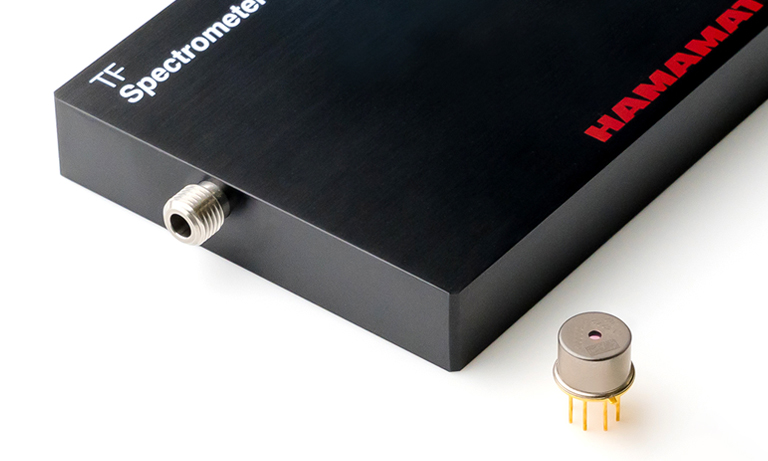
Spectroscopy (lambda)
Spectroscopy is one of the most efficient ways to determine different compositions or content. Prior to industrial automation, samples had to be sent off-site for analysis, adding delays to production timelines. Today’s compact spectrometers enable on-site analysis and provide instant information in small form factors for nondestructive in-line and on-site monitoring. This technology saves time and resources, especially in food and beverage, semiconductor, and environmental monitoring applications.
Industries use NIR spectroscopy to identify and characterize chemical compositions, helping manufacturers screen for impurities, maturity indicators, moisture content, and more. Fast, sensitive, and highly accurate, NIR testing heads off potential quality and safety issues.
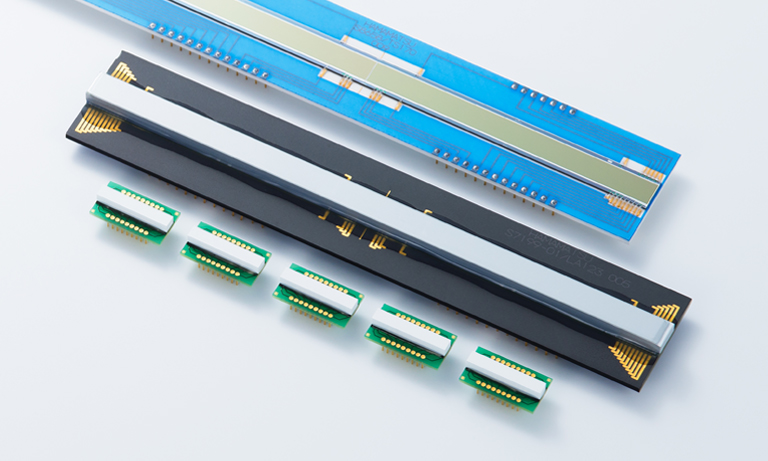
Hyperspectral imaging (x, y, and lambda)
Hyperspectral imaging captures spatial and spectral data at the same time. When processed, it exposes and pinpoints objects within varying materials or substances. With its cutting-edge capabilities, hyperspectral imaging is particularly invaluable in food production where it delivers real-time detection of foreign objects, pathogens, bone chips, fat content, and unwanted impurities. Such groundbreaking precision ultimately benefits not only businesses but the safety and health of consumers.
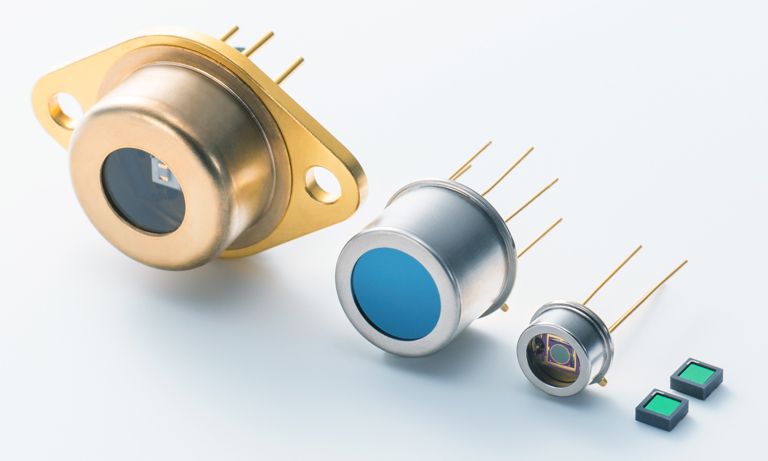
Distance imaging (z)
Distance imaging methods calculate distance and direction for precision accuracy in automated object selection, touchless interfaces, robot navigation, people counters, and vehicle monitoring. Motion and object detection is possible even in applications that don’t require resolution. Imaging sensors can also detect the distance between objects. As sensors become more sensitive and robust in performance, even higher levels of autonomy can be achieved.
Combining hyperspectral imaging and distance measurement (x, y, z, lambda)
When combining hyperspectral imaging and distance measurement, the (x, y, z) coordinates represent the spatial dimensions of the scene, while the lambda (λ) coordinate represents the spectral dimension, comprising a range of wavelengths. By integrating spectral information with precise spatial data, researchers and professionals can perform superior 3d representations ideal for use in analysis, object recognition, and classification, leading to advancements in mining mapping, infrastructure defects, agriculture, and environmental monitoring.
With advanced optical inspection techniques, manufacturers can have complete control over quality and efficiency while minimizing costs and errors. At Hamamatsu, we’re proud to be a part of these cutting-edge tools and techniques that continue to transform the industry, leading to sustainable ecosystems and a better human experience.
Related applications:
Industry 4.0, machine vision and machine learning
Connectivity, automation, and machine learning propel business to the next level.

Spectroscopy for food safety
Analyzing food safety with spectroscopy: Identify contaminants and quantify chemical composition in food products using IR, UV-Vis, MS, and NMR techniques. Detect mycotoxins in barley, assess soybean quality, monitor hemp production, and combat adulteration in global foods


LiDAR
Hamamatsu offers a variety of devices for time-of-flight (TOF) LiDAR, including pulsed laser diodes as light sources and Si APDs, InGaAs APDs, and MPPCs (SiPMs) as photosensors.

AGV (Automatic Guided Vehicle)
Photonic technologies play an important role in the development and operation of AGVs, enabling them to navigate their environment, communicate with other systems, and transport materials safely and efficiently.
- Confirmation
-
It looks like you're in the . If this is not your location, please select the correct region or country below.
You're headed to Hamamatsu Photonics website for US (English). If you want to view an other country's site, the optimized information will be provided by selecting options below.
In order to use this website comfortably, we use cookies. For cookie details please see our cookie policy.
- Cookie Policy
-
This website or its third-party tools use cookies, which are necessary to its functioning and required to achieve the purposes illustrated in this cookie policy. By closing the cookie warning banner, scrolling the page, clicking a link or continuing to browse otherwise, you agree to the use of cookies.
Hamamatsu uses cookies in order to enhance your experience on our website and ensure that our website functions.
You can visit this page at any time to learn more about cookies, get the most up to date information on how we use cookies and manage your cookie settings. We will not use cookies for any purpose other than the ones stated, but please note that we reserve the right to update our cookies.
1. What are cookies?
For modern websites to work according to visitor’s expectations, they need to collect certain basic information about visitors. To do this, a site will create small text files which are placed on visitor’s devices (computer or mobile) - these files are known as cookies when you access a website. Cookies are used in order to make websites function and work efficiently. Cookies are uniquely assigned to each visitor and can only be read by a web server in the domain that issued the cookie to the visitor. Cookies cannot be used to run programs or deliver viruses to a visitor’s device.
Cookies do various jobs which make the visitor’s experience of the internet much smoother and more interactive. For instance, cookies are used to remember the visitor’s preferences on sites they visit often, to remember language preference and to help navigate between pages more efficiently. Much, though not all, of the data collected is anonymous, though some of it is designed to detect browsing patterns and approximate geographical location to improve the visitor experience.
Certain type of cookies may require the data subject’s consent before storing them on the computer.
2. What are the different types of cookies?
This website uses two types of cookies:
- First party cookies. For our website, the first party cookies are controlled and maintained by Hamamatsu. No other parties have access to these cookies.
- Third party cookies. These cookies are implemented by organizations outside Hamamatsu. We do not have access to the data in these cookies, but we use these cookies to improve the overall website experience.
3. How do we use cookies?
This website uses cookies for following purposes:
- Certain cookies are necessary for our website to function. These are strictly necessary cookies and are required to enable website access, support navigation or provide relevant content. These cookies direct you to the correct region or country, and support security and ecommerce. Strictly necessary cookies also enforce your privacy preferences. Without these strictly necessary cookies, much of our website will not function.
- Analytics cookies are used to track website usage. This data enables us to improve our website usability, performance and website administration. In our analytics cookies, we do not store any personal identifying information.
- Functionality cookies. These are used to recognize you when you return to our website. This enables us to personalize our content for you, greet you by name and remember your preferences (for example, your choice of language or region).
- These cookies record your visit to our website, the pages you have visited and the links you have followed. We will use this information to make our website and the advertising displayed on it more relevant to your interests. We may also share this information with third parties for this purpose.
Cookies help us help you. Through the use of cookies, we learn what is important to our visitors and we develop and enhance website content and functionality to support your experience. Much of our website can be accessed if cookies are disabled, however certain website functions may not work. And, we believe your current and future visits will be enhanced if cookies are enabled.
4. Which cookies do we use?
There are two ways to manage cookie preferences.
- You can set your cookie preferences on your device or in your browser.
- You can set your cookie preferences at the website level.
If you don’t want to receive cookies, you can modify your browser so that it notifies you when cookies are sent to it or you can refuse cookies altogether. You can also delete cookies that have already been set.
If you wish to restrict or block web browser cookies which are set on your device then you can do this through your browser settings; the Help function within your browser should tell you how. Alternatively, you may wish to visit www.aboutcookies.org, which contains comprehensive information on how to do this on a wide variety of desktop browsers.
5. What are Internet tags and how do we use them with cookies?
Occasionally, we may use internet tags (also known as action tags, single-pixel GIFs, clear GIFs, invisible GIFs and 1-by-1 GIFs) at this site and may deploy these tags/cookies through a third-party advertising partner or a web analytical service partner which may be located and store the respective information (including your IP-address) in a foreign country. These tags/cookies are placed on both online advertisements that bring users to this site and on different pages of this site. We use this technology to measure the visitors' responses to our sites and the effectiveness of our advertising campaigns (including how many times a page is opened and which information is consulted) as well as to evaluate your use of this website. The third-party partner or the web analytical service partner may be able to collect data about visitors to our and other sites because of these internet tags/cookies, may compose reports regarding the website’s activity for us and may provide further services which are related to the use of the website and the internet. They may provide such information to other parties if there is a legal requirement that they do so, or if they hire the other parties to process information on their behalf.
If you would like more information about web tags and cookies associated with on-line advertising or to opt-out of third-party collection of this information, please visit the Network Advertising Initiative website http://www.networkadvertising.org.
6. Analytics and Advertisement Cookies
We use third-party cookies (such as Google Analytics) to track visitors on our website, to get reports about how visitors use the website and to inform, optimize and serve ads based on someone's past visits to our website.
You may opt-out of Google Analytics cookies by the websites provided by Google:
https://tools.google.com/dlpage/gaoptout?hl=en
As provided in this Privacy Policy (Article 5), you can learn more about opt-out cookies by the website provided by Network Advertising Initiative:
http://www.networkadvertising.org
We inform you that in such case you will not be able to wholly use all functions of our website.
Close