![]()
Products




































































We are actively taking measures to improve product quality levels.
Applications

























Why Hamamatsu?
Resources







Support






Our company






Investors








United Kingdom (EN)
Select your region or country.


Process Analytical Technology
Process Analytical Technology (PAT) supports real-time monitoring and control in modern manufacturing. By enabling early process insight, PAT helps manufacturers improve product quality, reduce downtime, and support more efficient, consistent production.
What is Process Analytical Technology (PAT)?
PAT is a framework for designing, analyzing, and controlling manufacturing processes through real-time measurements of critical quality attributes and process parameters. PAT relies on accurate, fast, and selective measurement technologies, many of which use photonic components to enable non-contact, high-speed analysis for industrial process monitoring.
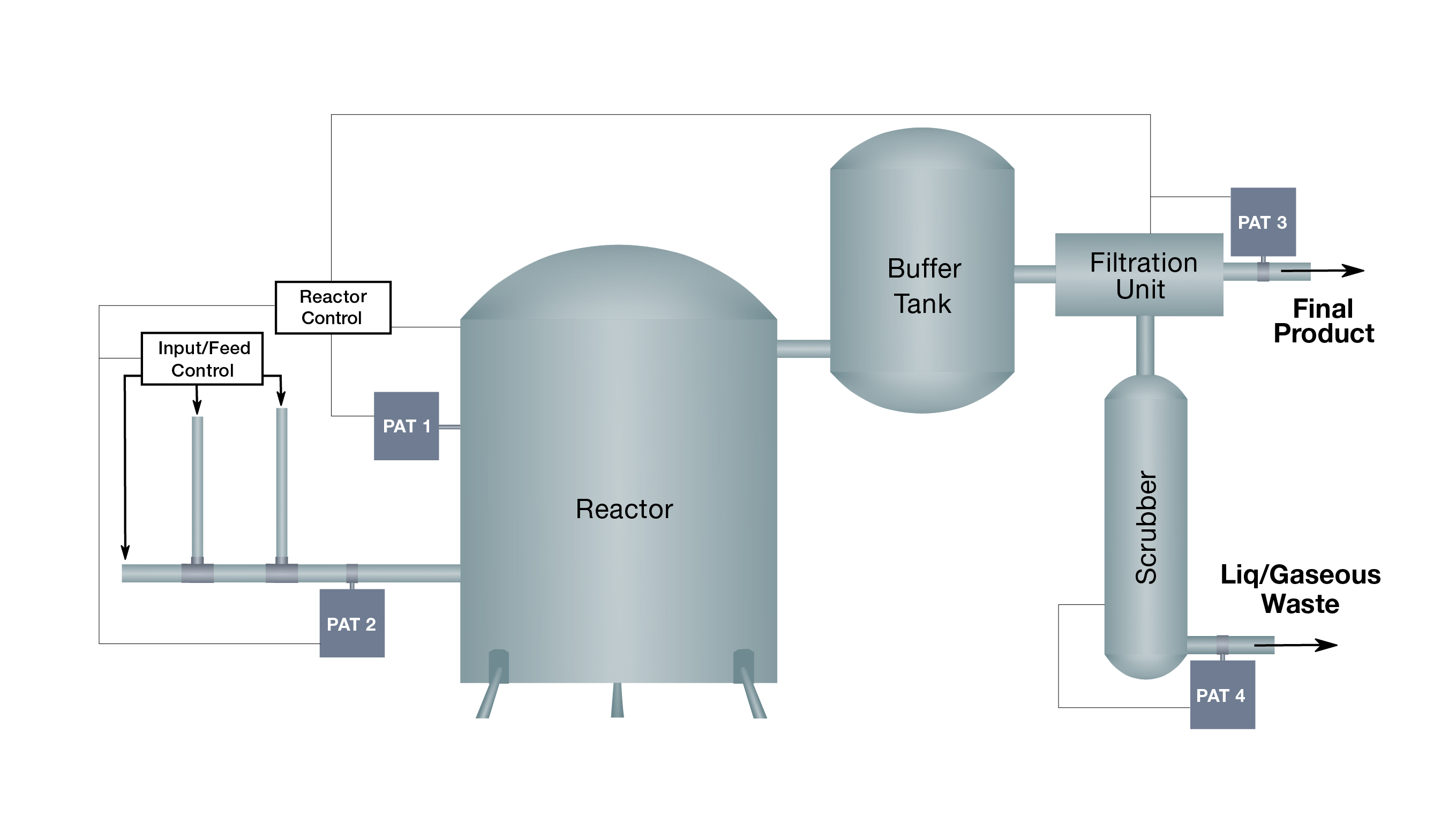
PAT 1: Reactant concentration and flow rate monitoring, PAT 2: Reaction progress and speed monitoring,
PAT 3: Product quality and output rate monitoring, PAT 4: Waste concentration and emissions monitoring
Facing the challenges of modern production
In production and manufacturing, businesses encounter a series of challenges that can impede progress and compromise quality. The detection of low-concentration gases and trace contaminants remains a critical hurdle. A system capable of stable monitoring in even the most extreme conditions is needed to overcome this.
As industries shift from traditional batch production to more dynamic or continuous systems, adaptable and reliable monitoring solutions become increasingly necessary. These changes represent not only an effort to remain current but also an opportunity to drive significant advancements.
Measurement and analysis solutions for key industries
Advanced process monitoring technologies support a wide range of industries, including chemical manufacturing, pharmaceuticals, energy production, biotechnology processes, and the cosmetic industry, where reliable measurement is essential for quality, safety, and process control.
Addressing industry challenges
Many industries share common challenges, including:
- Detection limits for low-concentration gases and trace contaminants
- Maintaining continuous, real-time monitoring sometimes under harsh conditions
- High maintenance costs
- Integration complexity with existing systems
To address these demands, PAT systems require highly stable light sources, sensitive detectors, and reliable spectroscopic technologies tailored to the process environment and measurement objective.
The benefits of advanced monitoring solutions
Adopting advanced monitoring technologies into your process systems brings significant benefits:
- Detect process deviations in real-time
- Improve product quality and safety
- Reduce downtime
- Minimize waste through automated critical process parameters (CPP)
- Enable true in-line, continuous analysis without sampling delays
Optical sensing techniques for process monitoring
| Technique / Application | What it Does | Key Benefits | Typical Applications | Relevant Technologies / Products |
|---|---|---|---|---|
| Single-Gas Detection | Enables highly selective optical gas detection using absorption spectroscopy |
|
|
DFB lasers, DFB QCLs, gas cells, detectors |
| Multi Gas Detection | Measures multiple gas species simultaneously at different wavelengths |
|
|
Multiple DFB lasers, DFB QCLs, gas cells, detectors |
| Liquid Molecular Detection | Detects molecular components directly in liquids using mid IR absorption |
|
|
Tunable QCLs, DFB QCLs, Mid-IR sources & detectors |
| Raman Spectroscopy | Continuous monitoring of liquid interfaces and complex formulations |
|
|
Spectroscopic modules, InGaAs CMOS & CCD linear image sensors, Laser diodes |
| Near-Infrared Spectroscopy | Analysis of tablets and powders |
|
|
FTIR-NIR spectromters, Mini-spectrometer, InGaAs image linear sensors, Optical moisture sensors |
Our process analysis technologies
Our range of light sources, detectors, and spectroscopic systems offer modular and scalable integration into PAT systems.
Light sources


Detectors

Spectrometers



Why choose Hamamatsu for PAT?
Hamamatsu provides the enabling technologies behind advanced process monitoring systems. As one of few manufacturers of both light sources and detectors, we are uniquely positioned to support integrated PAT system design.
Key advantages include:
- Broad spectral expertise: UV, visible, NIR, Raman, and mid-infrared
- Component-level excellence: Light sources, detectors, and spectrometers from a single partner
- High precision, stability, and long-term reliability for continuous industrial operation
- Robust performance in demanding environments, including harsh process conditions
- Flexible integration into custom and existing systems
- Proven photonics expertise supporting demanding analytical applications
By combining deep photonics knowledge with a broad technology portfolio, Hamamatsu enables tailored solutions for diverse PAT applications.
Applications in gas monitoring and process control
QCL-based measurement technologies support fast, selective, real-time measurement to support monitoring, safety, compliance, and process optimization applications such as:
- Continuous emissions and environmental air monitoring for regulated gases
- Gas quality verification and composition measurement (e.g., in production or distribution)
- Process control and optimization via real-time gas concentration feedback
- Safety monitoring, leak detection or abnormal-condition detection in hazardous environments
- Chemical process control
- Pharmaceutical quality and content assessment
- Food manufacturing quality control
- Compliance-focused measurement where stable, low-detection measurements are required
If you need help selecting the right optical components for your process monitoring system, contact us to discuss your application requirements.
Resources
Related content

Brochures & Selection guides



- Confirmation
-
It looks like you're in the . If this is not your location, please select the correct region or country below.
You're headed to Hamamatsu Photonics website for GB (English). If you want to view an other country's site, the optimized information will be provided by selecting options below.
In order to use this website comfortably, we use cookies. For cookie details please see our cookie policy.
- Cookie Policy
-
This website or its third-party tools use cookies, which are necessary to its functioning and required to achieve the purposes illustrated in this cookie policy. By closing the cookie warning banner, scrolling the page, clicking a link or continuing to browse otherwise, you agree to the use of cookies.
Hamamatsu uses cookies in order to enhance your experience on our website and ensure that our website functions.
You can visit this page at any time to learn more about cookies, get the most up to date information on how we use cookies and manage your cookie settings. We will not use cookies for any purpose other than the ones stated, but please note that we reserve the right to update our cookies.
1. What are cookies?
For modern websites to work according to visitor’s expectations, they need to collect certain basic information about visitors. To do this, a site will create small text files which are placed on visitor’s devices (computer or mobile) - these files are known as cookies when you access a website. Cookies are used in order to make websites function and work efficiently. Cookies are uniquely assigned to each visitor and can only be read by a web server in the domain that issued the cookie to the visitor. Cookies cannot be used to run programs or deliver viruses to a visitor’s device.
Cookies do various jobs which make the visitor’s experience of the internet much smoother and more interactive. For instance, cookies are used to remember the visitor’s preferences on sites they visit often, to remember language preference and to help navigate between pages more efficiently. Much, though not all, of the data collected is anonymous, though some of it is designed to detect browsing patterns and approximate geographical location to improve the visitor experience.
Certain type of cookies may require the data subject’s consent before storing them on the computer.
2. What are the different types of cookies?
This website uses two types of cookies:
- First party cookies. For our website, the first party cookies are controlled and maintained by Hamamatsu. No other parties have access to these cookies.
- Third party cookies. These cookies are implemented by organizations outside Hamamatsu. We do not have access to the data in these cookies, but we use these cookies to improve the overall website experience.
3. How do we use cookies?
This website uses cookies for following purposes:
- Certain cookies are necessary for our website to function. These are strictly necessary cookies and are required to enable website access, support navigation or provide relevant content. These cookies direct you to the correct region or country, and support security and ecommerce. Strictly necessary cookies also enforce your privacy preferences. Without these strictly necessary cookies, much of our website will not function.
- Analytics cookies are used to track website usage. This data enables us to improve our website usability, performance and website administration. In our analytics cookies, we do not store any personal identifying information.
- Functionality cookies. These are used to recognize you when you return to our website. This enables us to personalize our content for you, greet you by name and remember your preferences (for example, your choice of language or region).
- These cookies record your visit to our website, the pages you have visited and the links you have followed. We will use this information to make our website and the advertising displayed on it more relevant to your interests. We may also share this information with third parties for this purpose.
Cookies help us help you. Through the use of cookies, we learn what is important to our visitors and we develop and enhance website content and functionality to support your experience. Much of our website can be accessed if cookies are disabled, however certain website functions may not work. And, we believe your current and future visits will be enhanced if cookies are enabled.
4. Which cookies do we use?
There are two ways to manage cookie preferences.
- You can set your cookie preferences on your device or in your browser.
- You can set your cookie preferences at the website level.
If you don’t want to receive cookies, you can modify your browser so that it notifies you when cookies are sent to it or you can refuse cookies altogether. You can also delete cookies that have already been set.
If you wish to restrict or block web browser cookies which are set on your device then you can do this through your browser settings; the Help function within your browser should tell you how. Alternatively, you may wish to visit www.aboutcookies.org, which contains comprehensive information on how to do this on a wide variety of desktop browsers.
5. What are Internet tags and how do we use them with cookies?
Occasionally, we may use internet tags (also known as action tags, single-pixel GIFs, clear GIFs, invisible GIFs and 1-by-1 GIFs) at this site and may deploy these tags/cookies through a third-party advertising partner or a web analytical service partner which may be located and store the respective information (including your IP-address) in a foreign country. These tags/cookies are placed on both online advertisements that bring users to this site and on different pages of this site. We use this technology to measure the visitors' responses to our sites and the effectiveness of our advertising campaigns (including how many times a page is opened and which information is consulted) as well as to evaluate your use of this website. The third-party partner or the web analytical service partner may be able to collect data about visitors to our and other sites because of these internet tags/cookies, may compose reports regarding the website’s activity for us and may provide further services which are related to the use of the website and the internet. They may provide such information to other parties if there is a legal requirement that they do so, or if they hire the other parties to process information on their behalf.
If you would like more information about web tags and cookies associated with on-line advertising or to opt-out of third-party collection of this information, please visit the Network Advertising Initiative website http://www.networkadvertising.org.
6. Analytics and Advertisement Cookies
We use third-party cookies (such as Google Analytics) to track visitors on our website, to get reports about how visitors use the website and to inform, optimize and serve ads based on someone's past visits to our website.
You may opt-out of Google Analytics cookies by the websites provided by Google:
https://tools.google.com/dlpage/gaoptout?hl=en
As provided in this Privacy Policy (Article 5), you can learn more about opt-out cookies by the website provided by Network Advertising Initiative:
http://www.networkadvertising.org
We inform you that in such case you will not be able to wholly use all functions of our website.
Close