![]()










































































































Japan (JA)
国・地域を選択してください。
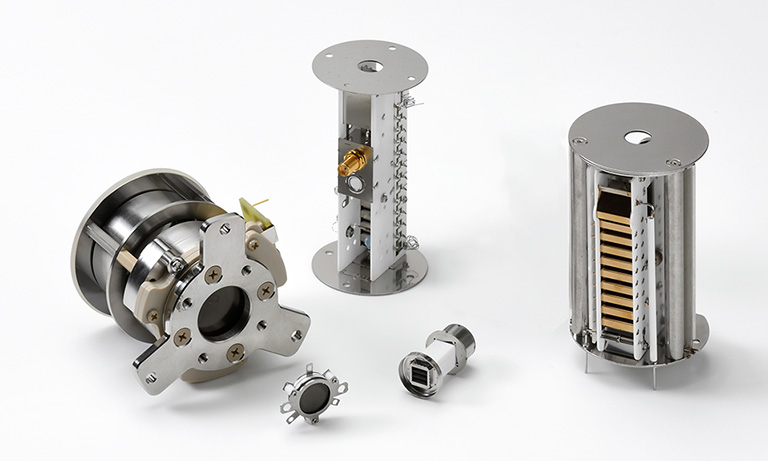
車載用パワーデバイスダイシング
車載用半導体では、高い信頼性と高性能が求められます。また、最近ではSiに比べてバンドギャップが広いSiCやGaNの採用が広がっています。しかし、SiCの特性として硬度が高いことから、ダイシングの⼯程において加工速度が遅い、チッピングが発⽣するなどの課題があります。
ステルスダイシング技術は、「高速切断」「チッピングレス」「完全ドライプロセス」「切削ロスゼロ」などの利点を有する、レーザを用いた全く新しい概念のレーザダイシング技術です。ステルスダイシング技術によりSiCのような高硬度材料、GaNのような高脆性材料の高品質・高速ダイシングが可能となります。
なお、Siウェーハのダイシングにおいては既に数多くの採用実績がございます。
ステルスダイシングの原理
ステルスダイシング技術は、対象材料に対して透過性を有する波長のレーザ光をウェーハ内部に集光し、分割するための起点(改質層: 以下「SD層」と称する)を形成した後、ウェーハに外部応力を加えてチップ状に小片化するダイシング技術です 。プロセスは、主にウェーハ内部に分割するためのSD層を形成する「レーザ照射工程」と、ウェーハをチップ状に小片化する「エキスパンド工程」の2つから構成されています。
プロセス1: レーザ照射工程
レーザ光をウェーハ内部に集光させて、分割するためのSD層を形成します。内部に形成されたSD層からウェーハの表裏面に向かってき裂も形成されており、レーザ光をスキャンすることでき裂を切断予定ラインに沿って繋げます。厚いウェーハを切断する場合には、ウェーハの厚み方向に複数のSD層を形成してき裂を繋ぎ合わせます。
●レーザ照射原理


●Siウェーハ内部のSD層の写真

プロセス2: エキスパンド工程
SD層を形成したウェーハに対して、テープエキスパンドなどでテープを外周方向に均一に引っ張ることで外部応力を加えます。それにより、ウェーハ内部のき裂に引張応力が加わり、き裂が表裏面に伸展してチップ状に小片化されます。 分割はき裂の伸展によって行われるため、デバイスへのストレスがありません。また、基本的に切削ロスがないため、チップ収率の向上に繋がります。
エキスパンド(き裂伸展)原理
1.テープを外周方向に拡張

2.引張応力によりウェーハ内部のき裂が伸展

3.き裂が表面まで到達して小片化

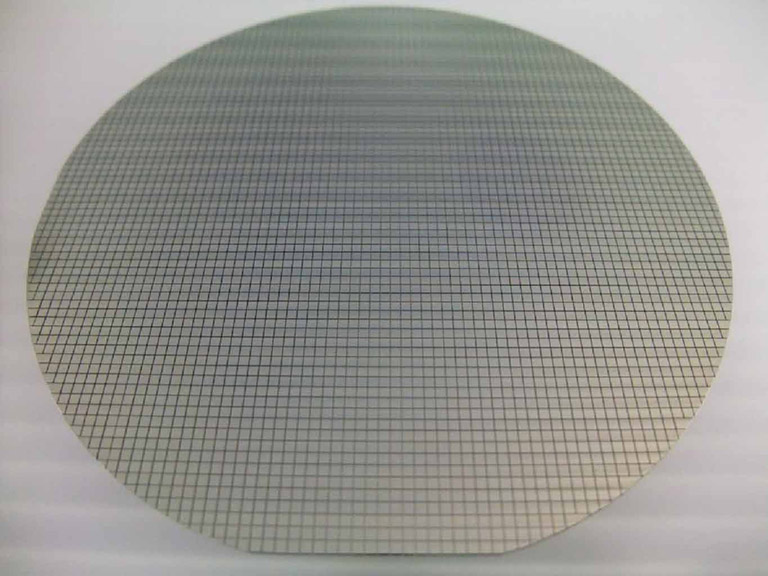
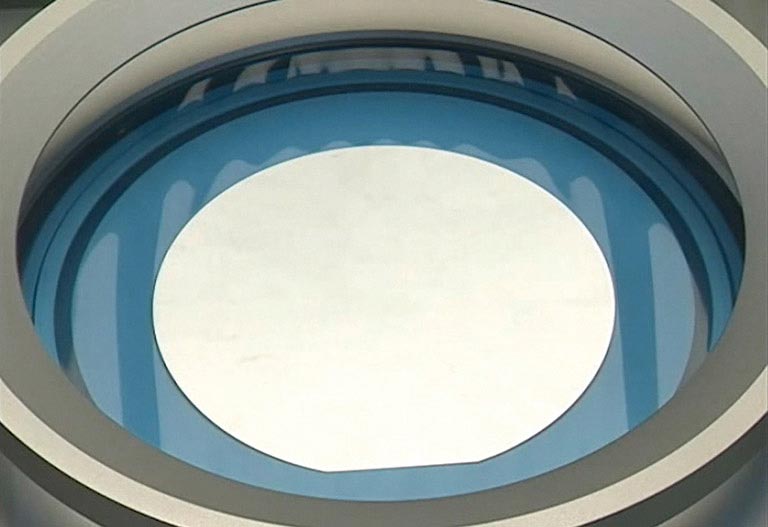
●エキスパンド前
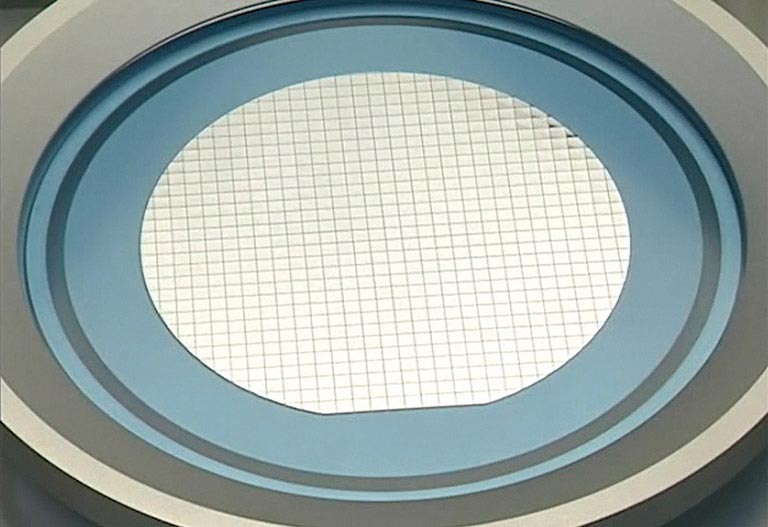
●エキスパンド後
断面図(拡大)
ステルスダイシング技術によって切り出されたメンブレン構造体を有するMEMSデバイスと、保護膜や金属膜などを有するデバイスの写真を示します。チップの表裏面にチッピングのないシャープなダイシング品質が得られています。また、チップ中央部のメンブレン構造体に破損やゴミなどの付着がない良好なダイシング結果が得られています。
●メンブレン構造体を有するMEMSデバイス

●保護膜や金属膜などを有するデバイス

従来技術との違い
ステルスダイシング技術はその画期的な原理より、ブレードダイシングやアブレーションダイシングが抱える課題を解決します。

加工例
●SiC

厚さ: 350 μm
スキャン速度: 350 mm/s、スキャン本数: 5スキャン
●GaN

厚さ: 100 μm
スキャン速度: 600 mm/s、スキャン本数: 1スキャン
●Si(薄: 100 μm)

厚さ: 100 μm
スキャン速度: 300 mm/s、スキャン本数: 1スキャン
●Si(厚: 300 μm)

厚さ: 300 μm
スキャン速度: 1000 mm/s、スキャン本数: 1スキャン(2分岐加工)
- Confirmation
-
It looks like you're in the . If this is not your location, please select the correct region or country below.
You're headed to Hamamatsu Photonics website for JP (Japanese). If you want to view an other country's site, the optimized information will be provided by selecting options below.
In order to use this website comfortably, we use cookies. For cookie details please see our cookie policy.
- Cookie Policy
-
This website or its third-party tools use cookies, which are necessary to its functioning and required to achieve the purposes illustrated in this cookie policy. By closing the cookie warning banner, scrolling the page, clicking a link or continuing to browse otherwise, you agree to the use of cookies.
Hamamatsu uses cookies in order to enhance your experience on our website and ensure that our website functions.
You can visit this page at any time to learn more about cookies, get the most up to date information on how we use cookies and manage your cookie settings. We will not use cookies for any purpose other than the ones stated, but please note that we reserve the right to update our cookies.
1. What are cookies?
For modern websites to work according to visitor’s expectations, they need to collect certain basic information about visitors. To do this, a site will create small text files which are placed on visitor’s devices (computer or mobile) - these files are known as cookies when you access a website. Cookies are used in order to make websites function and work efficiently. Cookies are uniquely assigned to each visitor and can only be read by a web server in the domain that issued the cookie to the visitor. Cookies cannot be used to run programs or deliver viruses to a visitor’s device.
Cookies do various jobs which make the visitor’s experience of the internet much smoother and more interactive. For instance, cookies are used to remember the visitor’s preferences on sites they visit often, to remember language preference and to help navigate between pages more efficiently. Much, though not all, of the data collected is anonymous, though some of it is designed to detect browsing patterns and approximate geographical location to improve the visitor experience.
Certain type of cookies may require the data subject’s consent before storing them on the computer.
2. What are the different types of cookies?
This website uses two types of cookies:
- First party cookies. For our website, the first party cookies are controlled and maintained by Hamamatsu. No other parties have access to these cookies.
- Third party cookies. These cookies are implemented by organizations outside Hamamatsu. We do not have access to the data in these cookies, but we use these cookies to improve the overall website experience.
3. How do we use cookies?
This website uses cookies for following purposes:
- Certain cookies are necessary for our website to function. These are strictly necessary cookies and are required to enable website access, support navigation or provide relevant content. These cookies direct you to the correct region or country, and support security and ecommerce. Strictly necessary cookies also enforce your privacy preferences. Without these strictly necessary cookies, much of our website will not function.
- Analytics cookies are used to track website usage. This data enables us to improve our website usability, performance and website administration. In our analytics cookies, we do not store any personal identifying information.
- Functionality cookies. These are used to recognize you when you return to our website. This enables us to personalize our content for you, greet you by name and remember your preferences (for example, your choice of language or region).
- These cookies record your visit to our website, the pages you have visited and the links you have followed. We will use this information to make our website and the advertising displayed on it more relevant to your interests. We may also share this information with third parties for this purpose.
Cookies help us help you. Through the use of cookies, we learn what is important to our visitors and we develop and enhance website content and functionality to support your experience. Much of our website can be accessed if cookies are disabled, however certain website functions may not work. And, we believe your current and future visits will be enhanced if cookies are enabled.
4. Which cookies do we use?
There are two ways to manage cookie preferences.
- You can set your cookie preferences on your device or in your browser.
- You can set your cookie preferences at the website level.
If you don’t want to receive cookies, you can modify your browser so that it notifies you when cookies are sent to it or you can refuse cookies altogether. You can also delete cookies that have already been set.
If you wish to restrict or block web browser cookies which are set on your device then you can do this through your browser settings; the Help function within your browser should tell you how. Alternatively, you may wish to visit www.aboutcookies.org, which contains comprehensive information on how to do this on a wide variety of desktop browsers.
5. What are Internet tags and how do we use them with cookies?
Occasionally, we may use internet tags (also known as action tags, single-pixel GIFs, clear GIFs, invisible GIFs and 1-by-1 GIFs) at this site and may deploy these tags/cookies through a third-party advertising partner or a web analytical service partner which may be located and store the respective information (including your IP-address) in a foreign country. These tags/cookies are placed on both online advertisements that bring users to this site and on different pages of this site. We use this technology to measure the visitors' responses to our sites and the effectiveness of our advertising campaigns (including how many times a page is opened and which information is consulted) as well as to evaluate your use of this website. The third-party partner or the web analytical service partner may be able to collect data about visitors to our and other sites because of these internet tags/cookies, may compose reports regarding the website’s activity for us and may provide further services which are related to the use of the website and the internet. They may provide such information to other parties if there is a legal requirement that they do so, or if they hire the other parties to process information on their behalf.
If you would like more information about web tags and cookies associated with on-line advertising or to opt-out of third-party collection of this information, please visit the Network Advertising Initiative website http://www.networkadvertising.org.
6. Analytics and Advertisement Cookies
We use third-party cookies (such as Google Analytics) to track visitors on our website, to get reports about how visitors use the website and to inform, optimize and serve ads based on someone's past visits to our website.
You may opt-out of Google Analytics cookies by the websites provided by Google:
https://tools.google.com/dlpage/gaoptout?hl=en
As provided in this Privacy Policy (Article 5), you can learn more about opt-out cookies by the website provided by Network Advertising Initiative:
http://www.networkadvertising.org
We inform you that in such case you will not be able to wholly use all functions of our website.
Close